
非工作时间请拨打
电话:15763978897
邮编&邮箱:266108 qdsales@fengdong.com
地址:青岛市城阳区流亭街道赵红路
(1)晶体结构它反映了原子在空间中的排列情况,如果排列的密度大,则原子迁移需要克服的阻力增大,此时扩散系数减小,原子的扩散会异常地困难。而金属中出现空位或点缺陷,则原子扩散的阻力减小,原子的迁移速度加快,扩散速度增大。实践证明面心立方晶格与体心立方晶格相比排列密度大,因此γ-Fe的扩散系数比α-Fe小。(2)原子的尺寸在固溶体中溶质与溶剂的原子尺寸差越大,则畸变能增大,使原子处于不稳定的状态,原子的扩散阻力减小,从而加快了扩散的速度。(3)扩散系数和温度原子的扩散规律为随温度的升高扩散系数增大,也就是说温度升高,扩
金属材料的固有属性即物理性能,其主要包括密度、熔点、导热性、导电性、热膨胀性和磁性等,它是金属材料的基本性能,下面小编分别加以介绍。(1)密度是指物质单位体积的质量,单位为g/cm³(或kg/m³)。它是金属材料的特性之一,不同金属材料的密度是有区别的,密度越大则质量愈大。常用金属材料的密度见表1-1所列,通常将密度小于5×10³kg/m³的金属称为轻金属,密度大于5×10³kg/m³的金属称为重金属。测量金属的密度可以鉴别和确定某
金属材料的强度力学性能是指金属材料在静载荷作用下抵抗塑性变形或断裂的能力,强度的大小用应力来表示。依据载荷作用方式的差异,强度又分为抗拉强度(σb)、抗压强度(σbc)、抗弯强度(σbb)、抗剪强度(τb)和抗扭强度(τt)等几种,在多数情况下以抗拉强度作为判别金属材料强度高低的指标。抗拉强度是通过拉伸试验而测定的,拉伸试验用静拉力对标准试样进行的轴向拉伸,同时测量连续的力和相应的伸长,直到断裂为止。根据测定的数值即可求出有关的力学性能。①屈服强度(或屈服点) 试样在拉伸过程中,在外力不再增加
金属材料的韧性力学性能是指金属材料抵抗冲击载荷而不被破坏的能力,目前常用一次摆锤冲击弯曲试验来测定金属材料的韧性。冲击韧度是冲击试验缺口处单位横截面积上的冲击吸收功,表示为αk。其计算公式为:αk=Ak/S0 (1-5)式中αk-冲击韧度,J/cm²;Ak-冲击吸收功,J;S0-试样缺口处的横截面积,cm²。冲击韧度越大则表示金属材料的韧性越好,文献[1]介绍承受冲击载荷的机械零件,绝大多数是在一次冲击不足以使零件破坏的小能量多次冲击作用下而破坏的,此时的冲击
金属材料的工艺性能是对不同加工成型方法的适应能力,它包括铸造性能、锻压性能、焊接性能和切削加工性能等,工艺性能对零件的加工质量有直接的影响,因此在选择和制订其加工路线过程中要着重考虑工艺性能的问题,零件的加工或成型方法较多,在满足设计和使用要求的前提下,尽可能的采用低的成本、简单的工序等制造出合格的产品,小编分别叙述如下。(1)铸造性能金属或合金材料铸造成形获得优良铸件的能力称为铸造性能,它包括流动性、收缩性和偏析倾向等几个指标。流动性是指液态或熔融金属的流动性,也可说充满铸型腔的能力,它受金属化学成分和浇注的影响
所谓疲劳是指金属零件在交变应力作用下,尽管零件所承受的应力低于材料的屈服点,但经过长时间的工作而产生裂纹或突然完全断裂的过程。衡量疲劳强度的重要指标为疲劳极限,是指应力低于一定值时,试样可以无限周期循环而不破坏,此应力值称为材料的疲劳极限,采用σ-1表示。实际上金属材料的疲劳极限是有限度的,一般将黑色金属应力循环107周次,有色金属、不锈钢应力循环108周次而不断裂的最大应力作为疲劳极限的,可以看出影响金属的疲劳强度的因素很多,主要为工作条件、表面状态、材料本身和残余内应力等,因此通过改善零件的结构形状、降低零件表
钢的化学成分决定了其具有不同的性能,在生产实践中可根据钢的用途进行分类,一般将钢分为结构钢、工具钢和特殊性能钢三类。①结构钢 指钢的含碳量不大于0.60%的低、中碳素结构钢和合金结构钢,多用于制造一般的机器零件(机器上的齿轮、轴、凸轮、键、标准件等)、机器构件(气轮机机架、起重机上的横梁等)和各项工程上的金属构件(工业与农业建筑钢筋、钢结构架、桥梁上的金属结构、铁路道轨、机车构件)以及弹簧等,它是用途十分广泛的一类。结构钢具有足够的强度和塑性、良好的冲击韧性、焊接性能好,同时也易于进行切削加工
增碳缺陷主要发生在铸钢中,一般增碳质量分数在0.08%~0.4%之间。消失模生产铸钢件时,铸件会发生表面增碳、体积增碳、局部增碳等不同情况。铸钢件的增碳存在很大的不均匀性,相同钢液成分的不同铸件,相同铸件的不同部位增碳量也是不同的。它和模样材料、内浇道位置、浇注速度的大小等有关。1.产生原因在浇注过程中,模样在高温钢液的作用下发生热解,部分热解产物排出型外,另一部分热解产物聚积在涂层和钢液间或模样与钢液的间隙中。自由碳在钢液和凝固界面上的扩散活力远大于在充型和冷凝过程中的扩散系数,存在着碳向钢液中的对流传质和扩散传
钢是指在铁碳相图上含碳量不大于2.11%的铁碳合金,根据钢中碳和合金元素含量的差异可分为碳素钢和合金钢。通常将含有铁、碳两主要元素及少量硅、锰、硫、磷等杂质的钢称为碳素钢(简称碳钢),它们是应用现实生活中最广的材料之一,约占整个钢铁产量的50%以上。该类钢依据钢中含碳量的不同,又可分为低碳钢(指含碳量≤0. 25%的钢)、中碳钢(0.25%<含碳量≤0. 60%的钢)和高碳钢(含碳量>0.60%的钢)三种。碳含量的高低直接影响到零件的硬度和耐磨性,因此在实际应用中要根据零件热处理后的具体要求
钢在加热后形成的奥氏体组织,特别是奥氏体晶粒大小对冷却转变后钢的组织和性能有着重要的影响。一般说来,奥氏体晶粒越细小,钢热处理后的强度越高,塑性越好,冲击韧度越高。但是奥氏体化温度过高或在高温下保持时间过长,将使钢的奥氏体晶粒长大,显著降低钢的冲击韧度,降低裂纹扩展功和提高脆性转变温度。此外,晶粒粗大的钢件,淬火变形和开裂倾向增大。尤其当晶粒大小不均时,还会显著降低钢的结构强度,引起应力集中,易于产生脆性断裂。因此,在热处理过程中应当十分注意防止奥氏体晶粒粗化。为了获得所期望的合适的奥氏体晶粒尺寸,必须弄清奥氏体晶
1.粉末粉末制取是粉末冶金的基础,现有的制粉方法大体可分为两类:机械法和物理化学法。机械法包括机械粉碎法和雾化法。物理化学法包括还原法、电解法、电化学腐蚀法、还原一化合法、气相沉积法、液相沉积法等。其中以还原法、雾化法和电解法应用最广。粉末的形状与结构、粒度、粒形、密度、流动性、压制性、成形性等对粉末冶金制品的质量影响极大。2.预处理为了获得合格的粉末冶金制品,制坯前需对粉末进行降低杂质等处理,即将粉末进行退火、筛分、混合(包括与成形剂与润滑剂及粘结剂混合)、制粒、干燥等处理。3.压坯将经过预处理金属粉末或混合粉末
随着含碳量的增加,合金的室温组织中不仅渗碳体的量增加,其形态、分布也有变化。因此,合金的力学性能也随之发生变化。随含碳量的增加,钢的平衡组织中铁素体量减少,渗碳体量增加。在亚共析钢中,随碳含量增加,铁素体量减少,珠光体量增多,因而强度、硬度也升高,塑性、韧性不断下降。在过共析钢中,珠光体量减少,而网状二次渗碳体的量相对增加,因而强度、硬度上升,塑性、韧性下降。但是,当钢中wc>0.9%时,二次渗碳体沿晶界形成完整的网状形态,此时虽然硬度继续增高,但因网状二次渗碳体割裂基体,使钢的强度呈迅速下降趋势。随含碳量的
不同的材料,可能有不同的断裂方式,但是断裂属于塑性断裂还是脆性断裂,不仅与材料的化学成分和组织结构有关,而且还受工作环境、加载方式的影响。塑性材料在一定的条件下可以是脆性断裂,而脆性材料在一定条件下也表现出一定的塑性。如在室温拉伸时呈脆性断裂的铸铁等材料,在压应力的作用下却有一定的塑性。因此,在生产实际中,拉伸时呈脆性断裂的材料通常只用来制造在受压状态下工作的零件,而不用来制造重要零件。可见,研究影响材料断裂因素对工程实际应用十分重要。下面扼要介绍几个主要影响因素。(1)裂纹和应力状态的影响
真空清洗机及其技术特点:真空清洗机是利用真空清洗和真空干燥的原理进行设计的。属于高级清洗设备。新研制的水系真空清洗机利用淬火油等挥发性液体减压后沸点下降,和油、水、水蒸气等一起加热,其沸点也下降的原理进行清洗。不使用有机溶剂,因此对环境无污染。由于是(真空)减压清洗,对杯状或盲孔状零件清洗效果好。克服了浸泡、喷淋清洗方式清洗效果差的缺陷,并能够实施真空干燥(脱脂),而且清洗温度较高。对渗碳淬火后需进行低温回火的零件可实现清洗、回火一并完成,省略了回火工序,节省了能源,属于清洁环保的清洗技术。真空清洗机常用双室结构,
零件热处理过程中经常产生变形、歪扭或畸变,称为热处理变形。除了热处理引起的体积变化外,变形方式主要是歪扭,按照歪扭的成因,可分为:热歪扭和相变歪扭。1.热歪扭零件在加热和冷却过程中,由于内部温度分布不均匀而产生热应力。当此热应力超过材料在相应温度下的弹性极限时,则产生热歪扭。随着温度变化依次发生的塑性歪扭,于热处理后残留下来并形成永久变形。同时,残余应力还造成弹性歪扭,这两者均称为热歪扭。对弹性极限低和导热性差的材料来说,加热速度、冷却速度越大,温度分布不均匀程度越大,因而热歪扭越严重。2.相变歪扭热处理时如果发生
对于淬火变形来说冷却方式有较大的影响。一般采用均匀冷却的方法。相变引起的尺寸变化能够因钢材的合理选择而变小。但是,当钢种若已选定时,则由此而产生的热处理尺寸变化是不可避免的。在实际淬火操作中,主要是因钢件各部位不同时发生相变而产生的变形、开裂及热歪扭。为了缩小各部位马氏体化时间上的错开,采用在出现屈氏体组织附近的温度范围实行急冷,而在Ms点以下实行缓冷的方法较好。淬火冷却剂使用水时,则在Ms点以下冷却速度较大,则变形很大。要在Ms点以下实行缓冷,最好采用油中淬火,空气中冷却。水中急冷后,估计达到Ms点附近温度的时间
钢在淬火冷却过程中,趁它还处于奥氏体状态时即进行热矫直。因为奥氏体的塑性好,易于矫直。这种矫直法特别适用于淬透性好的高合金钢,如高速钢等。对于合金工具钢,如9WSi,CrWMn等也可采用此法,当在油中冷到200℃左右取出矫直,或于200℃左右的硝盐中冷却后再取出矫直。这种矫直法在矫直过程中内部组织转变不断进行,马氏体量不断增加,可能随时出现新的弯曲,因此必须反复验校,到100℃以下时,施力要缓,以防断裂。高速钢淬火以后,其内部尚剩有25%左右的残余奥氏体,等温淬火后残余奥氏体更多。在回火冷却的过程中大部分残余奥氏体
量具热处理质量检验包括淬火前和淬火回火后两大部分。不少单位对淬火前并不检查,结果出了不少不该发生的质量事故。淬火前主要查4项内容:材料是否符合图样资料规定;是否符合技术资料规定的工艺路线及工艺要求;工件有无翘曲变形;工作表面有无缺陷,如锈蚀、裂纹、碰伤;留磨量是否合理。 淬火回火后的质量检验如下:①外观检验。用肉眼或低倍放大镜观察表明有无麻点、锈斑、烧蚀、裂纹。②变形检查。检查工件尺寸的胀缩及翘曲,必须保证应有的磨量,对变形超差的量具,一般不宜采用冷校直,尽量采用热校直,热校直无效则返工重淬。③硬度检验。
夹具热处理质量检验主要有外观检验、变形检验、硬度检验三项,金相检验一般不作要求,如果要检验,参照同钢种制作刀具的金相要求检验。 1)外观检验。用肉眼观察夹具表面有无裂纹、锈斑、烧蚀、盐渍或其他污物。 2)变形橙验。检查工件尺寸的胀缩及翘曲,必须保证应有的磨量,对变形超差的零件应及时采取相应措施校直。变形超差无法校直时应采取快速退火或正火,校直后重新淬火回火,再校直。 3)硬度检验。夹具的硬度检验比量具要难得多,也比较难测准,这需要制作一些测量硬度的辅助支架或夹具等。其他工具
防止热处理变形的途径主要是缓冷、缓热。加热速度太快,会出现急热热应力而引起变形。因此加热应力求均匀。放慢加热速度,采用多次预热能收到良好效果。在高频淬火中,一般地说,加热时间较短,加热层较浅,因而产生的歪扭少。若采用预先整体预热,适当地选择加热温度分布也是有效的。另外,还应注意防止预热时产生的自重扭曲以及氧化、脱碳等现象发生。

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大装炉量:1000kg/2000kg
温度均匀性:±5℃
 | 丰东热技术公司与青岛科技大学合作研制的“新型保温式离子渗氮设备”2012年8月通过中国热处理行业协会组织的技术鉴定。 |  |
赵程 教授,博士生导师,青岛科技大学机电工程学院表面技术研究所所长,全国热处理学会理事。长期从事金属材料表面工程技术的研究,承担过国家重点科技攻关项目、国家重大科技成果推广项目、国家自然科学基金重大项目和一些部、省、市级科研项目。 |

|
|
| |||
| 直径800×800离子氮化炉 | 直径1200×1500离子氮化炉 | 直径1500×2100离子氮化炉 | |||
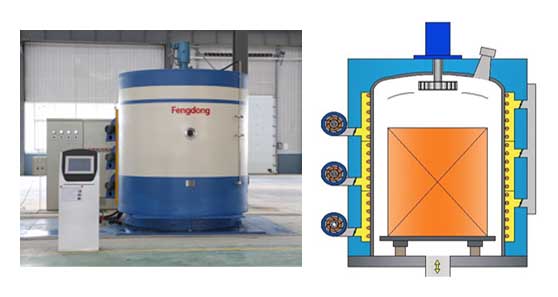
保温式炉体结构
与水冷式炉体相比,外辅助加热式离子氮化炉保温式炉体有以下的优点:
1、新一代外辅助加热式离子氮化炉炉体结构简单合理,节电23.5%。
2、升温速度快,速度提升30%。
 服务热线:400-657-7217
服务热线:400-657-7217 
![]()

采用全逆变大功率脉冲电源,频率为20KHZ,最大功率可达300KW。
服务热线:400-657-7217
![]()

新一代外辅助加热式离子氮化炉炉内使用多支热电偶进行实时监控,实现炉内空间温度和工件温度互补、互制的控制模式,进一步提高外辅助加热式离子氮化炉炉内空间的温度均匀性。
服务热线:400-657-7217
![]()
 热电偶直测技术
热电偶直测技术 热电偶与工件直接接触,保证热电偶测温准确性,使产品温度与热电偶温度示数一致。
服务热线:400-657-7217
![]()

设备配备二级真空系统,通过工控机、PLC,自动整定PID参数,使外辅助加热式离子氮化炉内压力实现闭环自动化控制,压力稳定无突变。
服务热线:400-657-7217
![]()

在降温阶段快速充入氮气,同时开启炉内搅拌风扇和炉外冷却风扇进行快速降温冷却,保证工件不被氧化的同时加快冷却速度,冷却效率提高50%以上。
服务热线:400-657-7217
![]()

在设备运行过程中所有的运行状态及工艺参数均由工控机实现自动控制并实时反馈,操作界面简单,清晰。整个过程实现"一键式"操作,通过完善的报警系统,实时监控设备的异常状态;庞大的数据库可储存各项工艺参数及历史数据,可同时实现手动及全自动操作。
服务热线:400-657-7217
![]()

自动升降移动系统
设备配备自动升降(含移动)系统,可实现外辅助加热式离子渗氮炉炉体平稳开启与关闭,保证操作人员安全。升降系统手动、自动控制任意切换,保证生产平安稳定运行。
服务热线:400-657-7217














 扫一扫 关注订阅号
扫一扫 关注订阅号 扫一扫 关注服务号
扫一扫 关注服务号